修理交換方法 クランクシャフトとベアリングの点検 CX-80 PY-VPH T3-VPTH
修理交換方法 クランクシャフトとベアリングの点検 CX-80 KL553P KL3R3P PY-VPH T3-VPTH
-
☆エンジンオイル ストップリーク オイル漏れ防止剤☆
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/503ea140.d5559979.503ea141.6af669b2/?me_id=1308954&item_id=10000917&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Ftakumi-motor-oil%2Fcabinet%2Faidsealplus%2Fasp_1.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")

特殊工具
EN-45059トルク角度センサーキット
GE-571-Bダイヤルゲージ
同等の地域別ツールについては、「特殊ツール」を参照してください。
クランクシャフトエンドプレイ、チェック
注記:
クランクシャフトにクランクシャフトベアリングキャップを取り付けた状態。
GE-571-Bゲージ(1)を取り付けます。
エンジンブロック前面のホルダーに取り付けてください。
ダイヤルゲージのプランジャーをクランクシャフトに当てて調整します。
クランクシャフトの縦方向の遊びを測定します。
クランクシャフトを長手方向に移動させる。
クランクシャフトの許容エンドプレイ:0.100~0.202 mm (0.0039~0.0080 インチ)
GE-571-Bゲージを取り外します。
クランクシャフトの真円度を確認してください。
注記:
クランクシャフトを取り外しました。
クランクシャフトをエンジンブロックに挿入します。
GE-571-Bゲージを取り付けます。
エンジンブロックのブラケットに取り付けてください。
ダイヤルゲージのプランジャーをクランクシャフトベアリングジャーナルに当てて調整します。
クランクシャフトの回転方向の遊びを確認してください。
クランクシャフトを均等に回転させてください。
最大許容回転遊び:0.03 mm (0.001 インチ)。
GE-571-Bゲージ(1)を取り外します。
クランクシャフトベアリングのクリアランスを確認する(プラスチゲージを使用)
注記:
クランクシャフトを取り外しました。
クランクシャフトを回転させないでください。
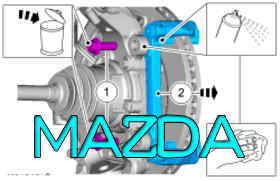
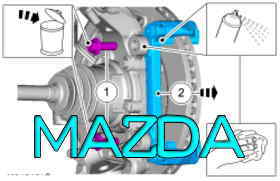
プラスチゲージを敷く。
コネクティングロッドベアリングジャーナル(1)の全幅にわたってプラスチゲージ(柔軟なプラスチック糸)を配置します。
注意:
締結具に関する注意事項を参照してください。
注記:
正しい締め付け順序に注意してください。
これらのボルトは、クランクシャフトベアリングのガタつきを確認する際に再利用できます。
クランクシャフトベアリングキャップを取り付けます。クランクシャフトベアリングキャップボルト2本を3回に分けて締めます。EN -45059センサーキットを使用してください。
50ヤード地点への最初のパス (37ポンドフィート)
2回目のパスは 45°まで
3回目のパスで 15度まで
クランクシャフトベアリングキャップボルト2本を取り外します。
注記:
値を読み取る際は、測定スケール上のミリメートルとインチを混同しないでください(1)。
クランクシャフトベアリングの遊びを測定します。
平らになったプラスチック製の糸(矢印)の幅を測定スケールと比較してください。
クランクシャフトベアリングの許容遊び: 0.005〜0.059 mm (0.0002〜0.0023 in)。
クランクシャフトベアリングのクリアランスを確認する(マイクロメーターゲージによる内部測定装置を使用)
注記:
正しい締め付け順序に注意してください。
これらのボルトは、クランクシャフトベアリングのガタつきを確認する際に再利用できます。
クランクシャフトベアリングキャップをクランクシャフトベアリングクリップでシリンダーブロックに取り付けます。
クランクシャフトベアリングキャップボルト2本を3回に分けて締め付けます。EN -45059 センサーキットを使用してください。
50ヤード地点への最初のパス (37ポンドフィート)
2回目のパスは 45°まで
3回目のパスで 15度まで
内側のプランジャーを取り付け、マイクロメーターゲージ(1)で校正します。
クランクシャフトベアリングの直径を3箇所で測定します。
内部測定装置を用いて、A、B、Cの各点を測定してください。
クランクシャフトベアリングの平均直径を計算してください。
式:A + B + C / 3。
クランクシャフトベアリングジャーナルの直径を2箇所で測定します。
クランクシャフトベアリングジャーナルの直径を2箇所で測定します。
マイクロメーターゲージを用いて、点Iと点IIを測定する。
クランクシャフトベアリングジャーナルの平均直径を計算してください。
式:I + II/2。
クランクシャフトベアリングの遊びを測定します。
計算式:クランクシャフトベアリングの平均直径-クランクシャフトベアリングジャーナルの平均直径。
名目値と実測値の比較。
クランクシャフトベアリングの許容遊び: 0.005〜0.059 mm (0.0002〜0.0023 in)。


![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/503e8ec9.3ba33669.503e8ecb.9e682bae/?me_id=1317234&item_id=10001765&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Ffheimin%2Fcabinet%2Fsonohoka%2F09496860%2Fyiyi_yi-1084_ib.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")
故障 修理事例 サービスマニュアル 整備書 配線図










: ノックセンサー回路の故障")


: センサー回路の故障")




")